服务热线:
159-6666-1888
159-6666-1888



联系人:张经理 陈经理 李经理
销售热线:15966661888
销售处地址:山东聊城经济开发区汇通物流园C133号
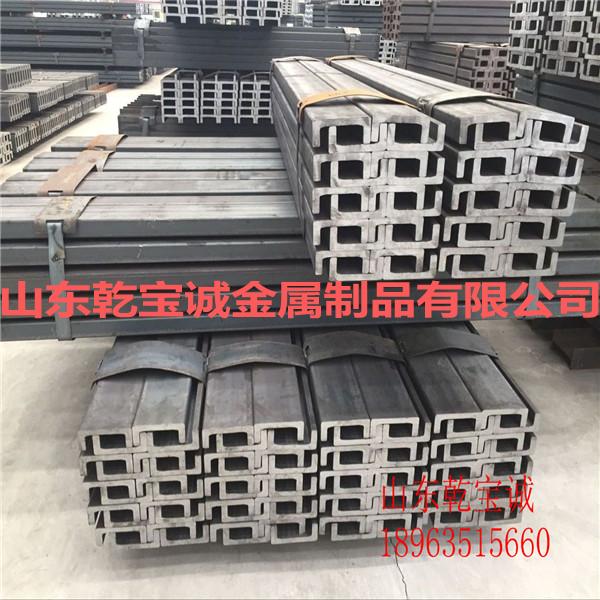
叉车用型钢如截面形状为I字形、c字形或J字形的型钢,由于叉车质量的客观需要, 对其精度有较高的要求,如叉车门架用的材料为16Mn的I字形型钢,其横截面的各部位 尺寸的公差基本的要求为± lmm,而要确保叉车质量其严格的公差标准则为±0. 2mm、 佳为士O. lmm (即所述的高精度型钢)。
要解决的技术问题是,克服以上现有技术的缺陷,提供一种既能确保型钢横 截面的各部位尺寸的公差达到土O. 2mm的要求以确保叉车质量,又使型钢价格大幅度降低 以降低叉车生产企业的生产成本的叉车用高精度型钢的生产方法。
叉车用高精度型钢的生产方法即采用冷拉法生产叉车用高精度型钢的方法与 现有技术相比,具有以下显著优点和有益效果
叉车生产企业多年来非常困惑的技术难题-目前叉车用型钢均采用热挤法即热挤工艺和热轧法即热轧工艺生产,若采用 热挤法生产如意大利一家规模很大的热挤法生产叉车用型钢公司生产的型钢,其精度完 全能达到确保叉车质量所需的高精度型钢的要求,即型钢横截面的各部位尺寸的公差标 准为土O.l,但由于热挤需昂贵的大型设备(需几个亿的投资),所以,其型钢的 价格很贵,如该意大利公司每吨目前的价格为4万元左右,使叉车生产企业难承 重负;
若采用热轧法生产如德国一家大规模热轧法生产叉车用型钢的公司,其热轧法生产 出的型钢的价格远低于热挤法生产出的型钢的价格,如该德国公司目前的价格每吨为1.8 万元左右,但由于热轧法的径向压力不均匀等原因使得型钢横截面的各部位尺寸 的公差仅勉强达到叉车生产的基本要求即土lmm,远远不能满足确保叉车质量而对型钢的 高精度即公差标准为土O. 2mm的要求,更谈不上达到士O. lmm的要求。
为确保叉车产品质量,目前叉车生产厂家只得承受高 昂的价格去购买上述的意大利等热挤法生产叉车用型钢公司的产品。同时,目前 叉车生产厂家均在苦苦寻求一种既能确保型钢横截面的各部位尺寸的公差达到士O. 2画、 佳为士O. lmra的要求以确保叉车质量,又使型钢价格大幅度降低以降低生产成本的叉车 用高精度型钢的生产方法。
本发明克服了叉车用高精度型钢生产企业长期以来固守的"生产叉车用高精度型钢 只能是大规模公司投资数亿元的大型设备采用热挤法或热轧法生产;采用链轮式拉丝机
多只能拉一些圆钢、方钢、六边形钢等横截面结构简单的钢,而要拉横截面形状为I
字形、c字形或J字形等叉车用型钢,特别是要达到高精度即使其横截面的各部位尺寸的 公差为土0.2mm佳为土0. lmm是不可能的"技术偏见,彻底解决了困扰本行业几十年的 叉车用高精度型钢生产的技术难题。
高精度叉车用型钢的冷拉生产方法,利用链轮式拉丝机这现有技术的设 备,其投资少、生产过程简单,但冷拉出来的叉车用型钢却完全能达到高精度的要求, 即能确保型钢横截面的各部位尺寸的公差达到土0.2mm、佳达到士O. lmm,从而能确保 叉车质量;同时,又使该型钢生产成本大幅度降低,使冷拉出来的型钢价格仅相当于国 外热轧法生产出的型钢的价格(若采用国内企业热轧法生产出的型钢作坯料,其价格更 低,如目前估计本发明方法冷拉出的高精度叉车用型钢的售价多为每吨1.6万元),进 而大幅度降低了叉车生产企业的生产成本。